










Dokument techniczny: Podstawy technologii wciskania
STREFA WCIŚNIĘCIA JAKO SOLIDNA ALTERNATYWA DLA TECHNIKI LUTOWANIA
WPROWADZENIE
Od momentu wprowadzenia w telekomunikacji technologia wciskania stała się uznaną, kluczową technologią w elektronice samochodowej i przemysłowej. W obliczu aktualnych trendów, takich jak elektryfikacja, jazda autonomiczna i Przemysł 4.0, wymagania dotyczące niezawodnych i trwałych systemów połączeń stale rosną.
Szczególnie w trudnych warunkach eksploatacyjnych, takich jak wibracje, zmiany temperatury, wilgoć i obciążenia mechaniczne, technologia wciskania przekonuje wysokim bezpieczeństwem procesu i długotrwałą stabilnością. Pomimo różnych konstrukcji stref wciskania wszystkie rozwiązania mają ten sam cel: trwałe, mechanicznie wytrzymałe i niezawodne elektrycznie połączenie między płytką drukowaną a stykiem.
Osiąga się to poprzez zaprojektowanie strefy wciskania większej niż otwór w płytce drukowanej i wciskanie jej z określoną siłą. W ten sposób powstaje gazoszczelne, stabilne elektrycznie i wytrzymałe mechanicznie połączenie o stałej, niskiej rezystancji styku.
Szczególnie w trudnych warunkach eksploatacyjnych, takich jak wibracje, zmiany temperatury, wilgoć i obciążenia mechaniczne, technologia wciskania przekonuje wysokim bezpieczeństwem procesu i długotrwałą stabilnością. Pomimo różnych konstrukcji stref wciskania wszystkie rozwiązania mają ten sam cel: trwałe, mechanicznie wytrzymałe i niezawodne elektrycznie połączenie między płytką drukowaną a stykiem.
Osiąga się to poprzez zaprojektowanie strefy wciskania większej niż otwór w płytce drukowanej i wciskanie jej z określoną siłą. W ten sposób powstaje gazoszczelne, stabilne elektrycznie i wytrzymałe mechanicznie połączenie o stałej, niskiej rezystancji styku.
PODSTAWY
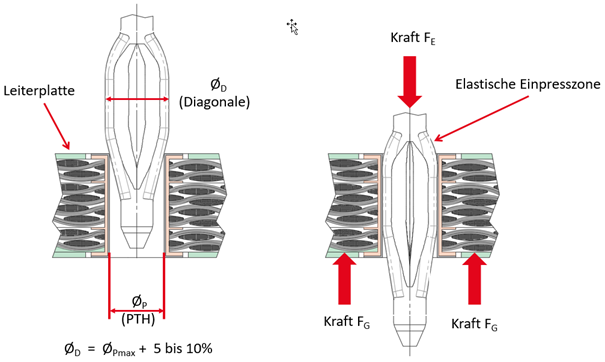
W technice wciskania połączenie elektryczne między złączem a płytką drukowaną uzyskuje się poprzez wciśnięcie styku (pin) do otworu z przelotowym połączeniem na płytce drukowanej.
Technika wciskania opiera się na prostej zasadzie:
przekrój poprzeczny strefy wciskania styku ma większą przekątną niż metalizowany otwór w płytce drukowanej. Odkształcenie powstające podczas wciskania jest przejmowane przez elastyczną strefę na styku, dzięki czemu tuleja płytki drukowanej ulega jedynie niewielkiemu odkształceniu. W ten sposób między stykiem a metalizowanym otworem w płytce drukowanej powstaje zgrzew na zimno: połączenie gazoszczelne, odporne na korozję, o niskiej rezystancji i wysokiej przewodności elektrycznej. Połączenie to pozostaje trwale stabilne nawet przy dużych obciążeniach mechanicznych i termicznych – takich jak wibracje, zginanie i gwałtowne zmiany temperatury.
Zalecamy monitorowanie procesu podczas wciskania. Analizy siły i przemieszczenia oraz systemy oparte na kamerach umożliwiają niezawodną ocenę jakości połączenia.
Oprócz sprawdzonej techniki wciskania z wykorzystaniem naszej strefy wciskania Tcom press® firma ept oferuje również inne technologie połączeń, takie jak lutowane przelotki, THR lub SMT – dostosowane do danego zastosowania.
Technika wciskania opiera się na prostej zasadzie:
przekrój poprzeczny strefy wciskania styku ma większą przekątną niż metalizowany otwór w płytce drukowanej. Odkształcenie powstające podczas wciskania jest przejmowane przez elastyczną strefę na styku, dzięki czemu tuleja płytki drukowanej ulega jedynie niewielkiemu odkształceniu. W ten sposób między stykiem a metalizowanym otworem w płytce drukowanej powstaje zgrzew na zimno: połączenie gazoszczelne, odporne na korozję, o niskiej rezystancji i wysokiej przewodności elektrycznej. Połączenie to pozostaje trwale stabilne nawet przy dużych obciążeniach mechanicznych i termicznych – takich jak wibracje, zginanie i gwałtowne zmiany temperatury.
Zalecamy monitorowanie procesu podczas wciskania. Analizy siły i przemieszczenia oraz systemy oparte na kamerach umożliwiają niezawodną ocenę jakości połączenia.
Oprócz sprawdzonej techniki wciskania z wykorzystaniem naszej strefy wciskania Tcom press® firma ept oferuje również inne technologie połączeń, takie jak lutowane przelotki, THR lub SMT – dostosowane do danego zastosowania.
ZALETY TECHNIKI WCIŚNIĘCIA
Technika wciskania oferuje w porównaniu z tradycyjną techniką lutowania liczne korzyści pod względem jakościowym, ekonomicznym, funkcjonalnym i ekologicznym. Wyróżnia się bardzo wysoką niezawodnością i wytrzymałością mechaniczną oraz jest szczególnie odporna na wstrząsy i wibracje. Ponadto pozwala uniknąć typowych usterek, takich jak zimne luty czy zwarcia.
Technika wciskania przekonuje również pod względem ekonomicznym dzięki możliwości naprawy i opłacalnej montażu. Pod względem funkcjonalnym umożliwia ona niezawodną obróbkę bez obciążenia termicznego płytki drukowanej, co chroni elementy. Jednocześnie styki złącza pozostają wolne od cyny lutowniczej.
Ponadto technika wciskania oferuje korzyści ekologiczne, ponieważ nie powstają opary lutownicze ani pozostałości topnika, a także można zrezygnować z dodatkowych procesów czyszczenia. Spełnia tym samym aktualne wymagania i wytyczne środowiskowe, takie jak RoHS i WEEE.
Technika wciskania przekonuje również pod względem ekonomicznym dzięki możliwości naprawy i opłacalnej montażu. Pod względem funkcjonalnym umożliwia ona niezawodną obróbkę bez obciążenia termicznego płytki drukowanej, co chroni elementy. Jednocześnie styki złącza pozostają wolne od cyny lutowniczej.
Ponadto technika wciskania oferuje korzyści ekologiczne, ponieważ nie powstają opary lutownicze ani pozostałości topnika, a także można zrezygnować z dodatkowych procesów czyszczenia. Spełnia tym samym aktualne wymagania i wytyczne środowiskowe, takie jak RoHS i WEEE.
WADY TECHNIKI WCIŚNIĘCIA
Pomimo wielu zalet technika wciskania ma w porównaniu z techniką lutowania również pewne ograniczenia. Stawia ona wysokie wymagania co do jakości płytek drukowanych, zwłaszcza w zakresie średnic otworów i tolerancji, a także wymaga specjalistycznych narzędzi i urządzeń, co wiąże się z wyższymi kosztami inwestycyjnymi.
Ponadto podczas procesu wciskania powstają obciążenia mechaniczne, które w przypadku nieprawidłowego zastosowania mogą prowadzić do uszkodzeń. Również miniaturyzacja jest częściowo ograniczona w porównaniu z techniką lutowania.
Ponadto podczas procesu wciskania powstają obciążenia mechaniczne, które w przypadku nieprawidłowego zastosowania mogą prowadzić do uszkodzeń. Również miniaturyzacja jest częściowo ograniczona w porównaniu z techniką lutowania.
KRYTERIA WYBORU TECHNIKI WCIŚNIĘCIA
Niezawodne połączenie wciskane opiera się na optymalnym współdziałaniu kilku cech jakościowych. Decydujące znaczenie mają tu w szczególności konstrukcja strefy wciskania, konkretne zastosowanie, właściwości płytki drukowanej oraz proces produkcyjny.
Tylko wtedy, gdy czynniki te są ze sobą zharmonizowane, technika wciskania może w pełni wykorzystać swój potencjał i zapewnić trwałe, stabilne, odporne na obciążenia mechaniczne oraz bezpieczne pod względem elektrycznym połączenie.
Tylko wtedy, gdy czynniki te są ze sobą zharmonizowane, technika wciskania może w pełni wykorzystać swój potencjał i zapewnić trwałe, stabilne, odporne na obciążenia mechaniczne oraz bezpieczne pod względem elektrycznym połączenie.
I. Kryteria wyboru płytki drukowanej
W tabeli porównano różne rodzaje powłok płytek drukowanych pod kątem grubości warstwy oraz przydatności do technologii wciskania.
| Powierzchnia | |||||
| Zanurzenie Sn | ENIG | Zanurzenie w srebrze | OSP | HAL bezołowiowy | |
| Grubość powłoki | 0,8 do 0,2 µm | 5 µm Ni 0,1 µm Au | 0,1–0,2 µm | 0,1–0,5 µm | <5–50 µm |
| Przydatność do techniki wciskania | bardzo dobra | ograniczona* | ograniczona* | dobra | z zastrzeżeniami* |
Najbardziej odpowiednia jest powłoka cynowa metodą zanurzeniową, powłoka OSP jest oceniana jako dobra, natomiast powłoki ENIG, srebrna metodą zanurzeniową i bezołowiowa HAL nadają się tylko w ograniczonym zakresie – w zależności od zastosowania.
Ponadto przedstawiono typowe strefy wciskania, które zazwyczaj składają się z cyny lub stopów cyny na warstwie niklu. Ogólnie rzecz biorąc, folia jasno pokazuje, że wybór powierzchni ma decydujący wpływ na jakość i niezawodność techniki wciskania i musi być starannie dobrany w zależności od zastosowania.
Ponadto przedstawiono typowe strefy wciskania, które zazwyczaj składają się z cyny lub stopów cyny na warstwie niklu. Ogólnie rzecz biorąc, folia jasno pokazuje, że wybór powierzchni ma decydujący wpływ na jakość i niezawodność techniki wciskania i musi być starannie dobrany w zależności od zastosowania.
II. Kryteria wyboru strefy wciskania
W strefie wciskania możliwe są następujące powłoki: matowe powłoki cynowe, cynowo-ołowiowe, srebrno-cynowe lub cynowo-srebrne, a także powłoki indowe, w każdym przypadku na warstwie niklu.
| Powierzchnie | ||
| 0,30–1,50 µm Sn matowe | na | 1–3 µm Ni matowe |
| 0,30–1,50 µm SnPb 92/8–97/3 matowe | ponad | 1–3 µm Ni matowe |
| 0,35–1,50 µm AgSn lub SnAg | ponad | 1–3 µm Ni matowe |
| 0,30–1,50 µm In | ponad | 1–3 µm Ni matowe |
Odpowiednia powierzchnia ma kluczowe znaczenie dla niezawodnego połączenia wciskanego. Wpływa ona na siły wciskania i musi ulegać odkształceniom plastycznym pod obciążeniem bez ryzyka uszkodzenia. Jednocześnie zapewnia stabilny kontakt elektryczny, chroni przed korozją i zmniejsza opór stykowy. Odpowiednia powłoka pomaga ponadto zapobiegać uszkodzeniom płytki drukowanej oraz gwarantuje bezpieczny i powtarzalny proces.
BUDOWA OTWORU
Aby uzyskać wysokiej jakości połączenie wciskane, podczas produkcji płytek drukowanych należy zwrócić szczególną uwagę na średnicę otworu, średnicę otworu końcowego, grubość tulei miedzianej oraz powierzchnię płytki drukowanej.
Prawidłowa konstrukcja otworu ma kluczowe znaczenie, ponieważ bezpośrednio wpływa na stabilność mechaniczną i niezawodność elektryczną połączenia. Tylko przy prawidłowo dopasowanych wymiarach otworu i tulei powstaje niezbędne połączenie wciskane, które zapewnia bezpieczne mocowanie i stały kontakt. Odchylenia mogą prowadzić do zbyt dużych sił wciskania, uszkodzeń przelotek lub niewystarczającego kontaktu. Ponadto odpowiednia konstrukcja otworu pomaga wyrównać tolerancje produkcyjne i zapewnić stałą jakość procesu.
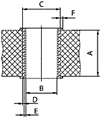
Poniższa konstrukcja otworu stanowi przykładowy przykład wykonania.
Prawidłowa konstrukcja otworu ma kluczowe znaczenie, ponieważ bezpośrednio wpływa na stabilność mechaniczną i niezawodność elektryczną połączenia. Tylko przy prawidłowo dopasowanych wymiarach otworu i tulei powstaje niezbędne połączenie wciskane, które zapewnia bezpieczne mocowanie i stały kontakt. Odchylenia mogą prowadzić do zbyt dużych sił wciskania, uszkodzeń przelotek lub niewystarczającego kontaktu. Ponadto odpowiednia konstrukcja otworu pomaga wyrównać tolerancje produkcyjne i zapewnić stałą jakość procesu.
Poniższa konstrukcja otworu stanowi przykładowy przykład wykonania.
| Materiał LP | FR4 | |
| Średnica otworu | Ø 1,0 mm | |
| A | Grubość płytki drukowanej | min. 1,44 mm |
| B | Otwór końcowy | Ø 1,0 +0,09 / -0,06 mm |
| C | Otwór podstawowy | 1,15 ±0,025 mm |
| D | Warstwa Cu | min. 25 µm |
| E | Powierzchnia | chemiczna warstwa Sn, 0,5 – 1,5 µm |
| F | Pierścień resztkowy | min. 0,1 mm |
PRZETWARZANIE
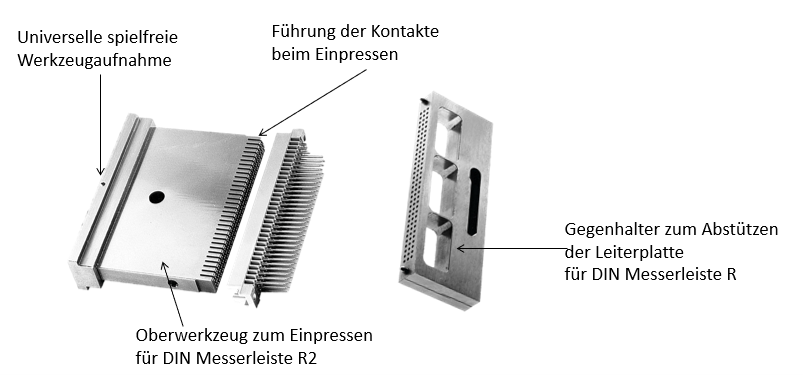
Aby zapewnić trwałe i niezawodne połączenie mechaniczne oraz elektryczne, kluczowe znaczenie ma kontrolowany proces wciskania. Konieczne jest użycie matrycy górnej oraz uchwytu dociskowego.
Matryca górna przenosi siłę prasy na styk, podczas gdy uchwyt dociskowy podtrzymuje płytkę drukowaną i chroni ją przed naprężeniami mechanicznymi. W zależności od złącza stosuje się narzędzia płaskie lub grzebieniowe.
Jeśli narzędzia nie są optymalnie dopasowane do siebie, na płytkę drukowaną mogą oddziaływać niepożądane siły i uszkodzić już zamontowane elementy. Siła wciskania powinna być w całości przejęta przez narzędzie dolne.
Płytki drukowane z wciśniętymi złączami nie powinny być podgrzewane powyżej 125 °C.
Matryca górna przenosi siłę prasy na styk, podczas gdy uchwyt dociskowy podtrzymuje płytkę drukowaną i chroni ją przed naprężeniami mechanicznymi. W zależności od złącza stosuje się narzędzia płaskie lub grzebieniowe.
Jeśli narzędzia nie są optymalnie dopasowane do siebie, na płytkę drukowaną mogą oddziaływać niepożądane siły i uszkodzić już zamontowane elementy. Siła wciskania powinna być w całości przejęta przez narzędzie dolne.
Płytki drukowane z wciśniętymi złączami nie powinny być podgrzewane powyżej 125 °C.
Podsumowanie
Technologia wciskania stanowi wydajną i przyszłościową alternatywę dla klasycznej techniki lutowania. Wyróżnia się wysokim bezpieczeństwem procesu, doskonałą stabilnością mechaniczną oraz trwałym i niezawodnym połączeniem elektrycznym – nawet w trudnych warunkach eksploatacyjnych.
Technologia wciskania oferuje decydujące korzyści, zwłaszcza w kontekście postępującej elektryfikacji, rosnącej gęstości mocy oraz coraz wyższych wymagań dotyczących wytrzymałości i trwałości. Warunkiem optymalnej wydajności jest jednak precyzyjna współdziałanie strefy wciskania, płytki drukowanej i procesu obróbki.
Istotnym czynnikiem sukcesu jest przy tym wybór optymalnie zaprojektowanej strefy wciskania. Strefy wciskania firmy ept GmbH – w szczególności technologia Tcom press® – charakteryzują się bardzo dobrze kontrolowanym zachowaniem podczas wciskania, niewielkim obciążeniem płytki drukowanej oraz wysoką stabilnością okna procesowego. Dzięki temu minimalizowane są uszkodzenia przelotek, a także zapewniane są trwale stabilne styki elektryczne. Ponadto geometria strefy wciskania ept umożliwia niezawodną obróbkę nawet przy wąskich tolerancjach i wymagających konstrukcjach płytek drukowanych.
Jako doświadczony specjalista w dziedzinie technologii łączenia, firma ept GmbH oferuje rozwiązania dostosowane do indywidualnych potrzeb w zakresie technologii wciskania. Dzięki innowacyjnym technologiom, takim jak strefa wciskania Tcom press®, obszernej wiedzy na temat zastosowań oraz wysokim kompetencjom produkcyjnym, firma ept wspiera swoich klientów w realizacji niezawodnych i ekonomicznych rozwiązań łączących do wymagających zastosowań.
Technologia wciskania oferuje decydujące korzyści, zwłaszcza w kontekście postępującej elektryfikacji, rosnącej gęstości mocy oraz coraz wyższych wymagań dotyczących wytrzymałości i trwałości. Warunkiem optymalnej wydajności jest jednak precyzyjna współdziałanie strefy wciskania, płytki drukowanej i procesu obróbki.
Istotnym czynnikiem sukcesu jest przy tym wybór optymalnie zaprojektowanej strefy wciskania. Strefy wciskania firmy ept GmbH – w szczególności technologia Tcom press® – charakteryzują się bardzo dobrze kontrolowanym zachowaniem podczas wciskania, niewielkim obciążeniem płytki drukowanej oraz wysoką stabilnością okna procesowego. Dzięki temu minimalizowane są uszkodzenia przelotek, a także zapewniane są trwale stabilne styki elektryczne. Ponadto geometria strefy wciskania ept umożliwia niezawodną obróbkę nawet przy wąskich tolerancjach i wymagających konstrukcjach płytek drukowanych.
Jako doświadczony specjalista w dziedzinie technologii łączenia, firma ept GmbH oferuje rozwiązania dostosowane do indywidualnych potrzeb w zakresie technologii wciskania. Dzięki innowacyjnym technologiom, takim jak strefa wciskania Tcom press®, obszernej wiedzy na temat zastosowań oraz wysokim kompetencjom produkcyjnym, firma ept wspiera swoich klientów w realizacji niezawodnych i ekonomicznych rozwiązań łączących do wymagających zastosowań.